|
|
ОСТ 36-146-88 «Опоры стальных технологических трубопроводов на Py до 10 МПа. Технические условия».
Навигация: Главная »»» Каталог продукции »»» Опоры трубопроводов »»» Опоры ТХ, ТП, КХ, КП, ТР, ШП, УП, ХБ, ТО, ВП, КН ОСТ 36-146-88__________________________________________________________________________________________________________________ Настоящий стандарт распространяется на подвижные и неподвижные опоры стальных технологических трубопроводов на Ру до 10 Па.
Стандарт не распространяется на опоры трубопроводов с хладоагентами и хладоносителями. трубопроводов, электрических станций, а также трубопроводов, прокладываемых в вечномерзлых и пучнистых грунтах.
Стандарт устанавливает классификацию, основные параметры, размеры, технические требования, комплектность, правила приемки, методы испытаний, требования к маркировке, упаковке, транспортированию, хранению, указания по монтажу и гарантии изготовителя. 1. КЛАССИФИКАЦИЯ Опоры стальных трубопроводов классифицируются по конструкции, назначению и применяемости в соответствии в табл.
Классификация опор по конструкции, назначению и применяемости:
Тип опоры | Эскиз | Исполнение | Dн трубопровода, мм | Назначение | Применяемость | ТП – тавровые приварные | 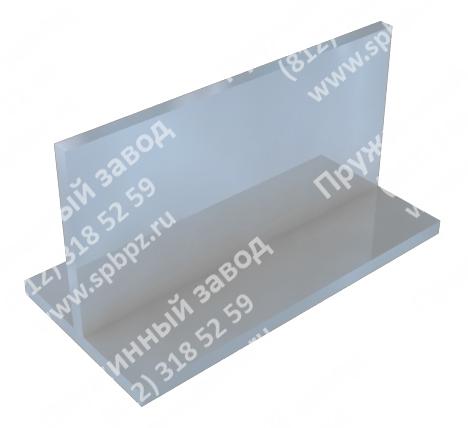 | АС00 (АС10) | до 45 | Для изолированных и неизолированных трубопроводов | П, Н | 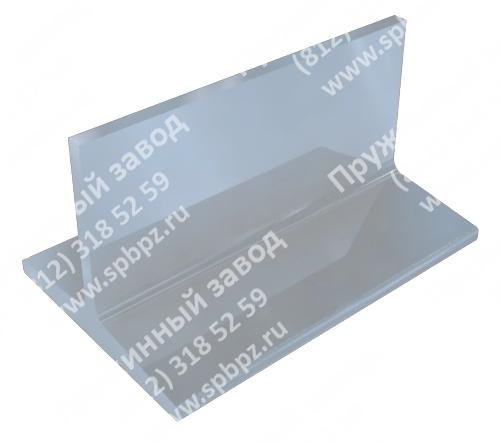 | А11, А21, АС11, АС21 | 57-89 | П | | А12, А22, АС12, АС22 | П, Н | | Б12, Б22, БС12, БС22 | 108-159 | П, Н | ТХ – тавровые хомутовые |  | АС00 (АС10) | до 45 | Для изолированных и неизолированных трубопроводов | П, Н |  | А11, А21, АС11, АС21 | 57-89 | П |  | А12, А22, АС12, АС22 | П, Н | | Б12, Б22, БС12, БС22 | 108-159 | П, Н | КП – корпусные приварные | 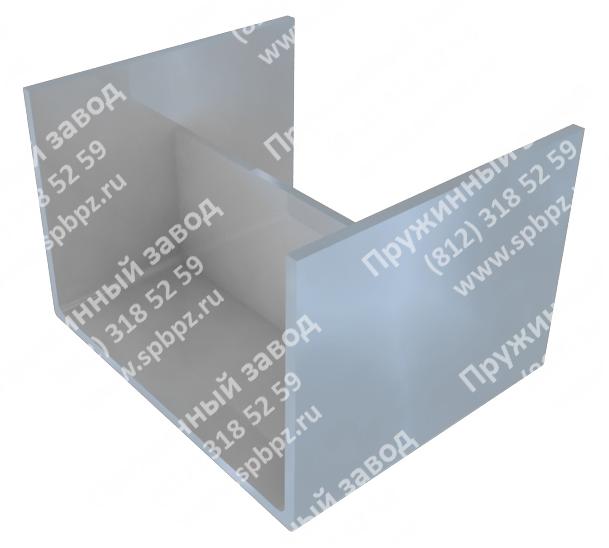
| А11, А21, АС11, АС21 | 57-630 | Для изолированных и неизолированных трубопроводов | П | | 57-159 | Н | 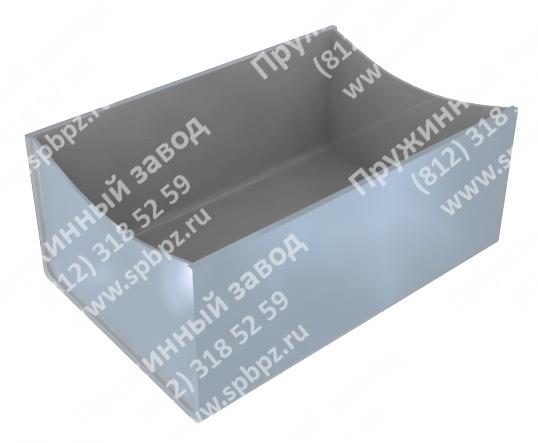 | А12, А22, АС12, АС22 | 57-1420 | П, Н | 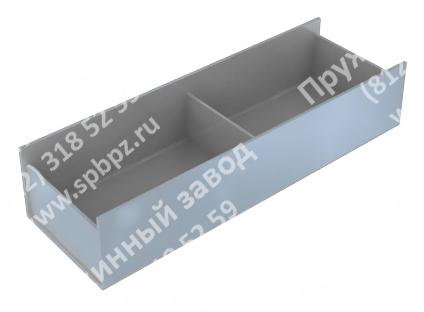 | А13, А23, АС13, АС23 | 57-1420 | П, Н | 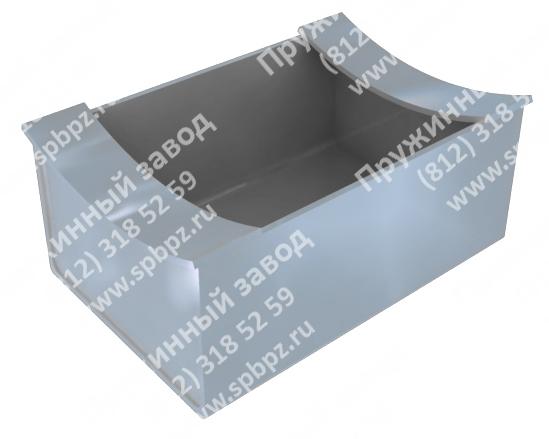 | Б12, Б22, БС12, БС22 | 219-1420 | П, Н | 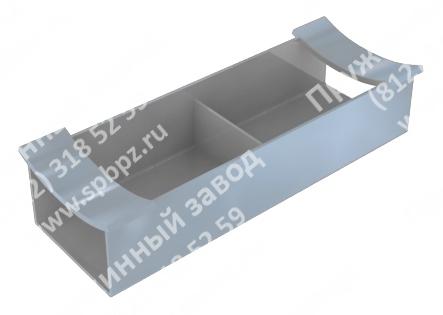 | Б13, Б23, БС13, БС23 | 219-1420 | П, Н | КХ – корпусные хомутовые |  | А11, А21, АС11, АС21 | 57-630 | Для изолированных и неизолированных трубопроводов | П | | 57-159 | Н |  | А12, А22, АС12, АС22 | 57-630 | П, Н | 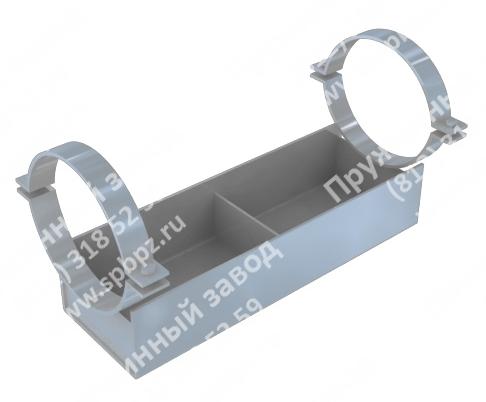 | А13, А23, АС13, АС23 | 57-630 | П, Н | ТР – трубчатые | 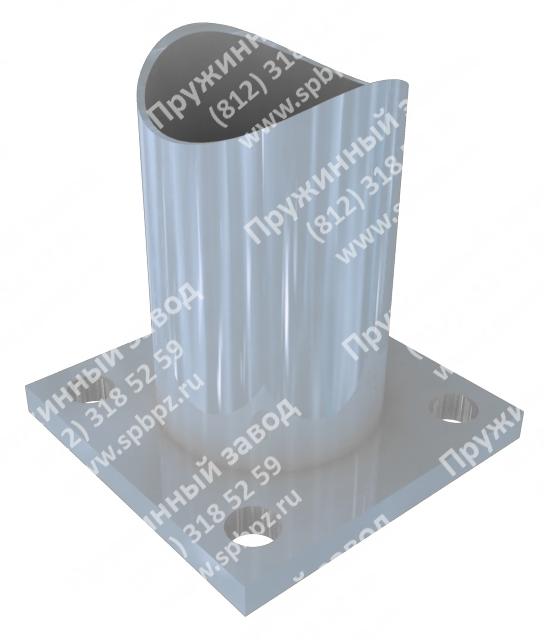 | А1, А2 | 57-630 | Для изолированных и неизолированных трубопроводов | П |  | Б1, Б2 | 57-630 | Н | ШП – швеллерные приварные | 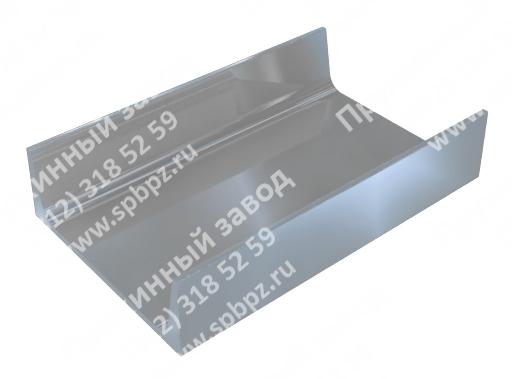 | А1, А2 | 57-820 | Для неизолированных трубопроводов | П, Н | УП – уголковые приварные | 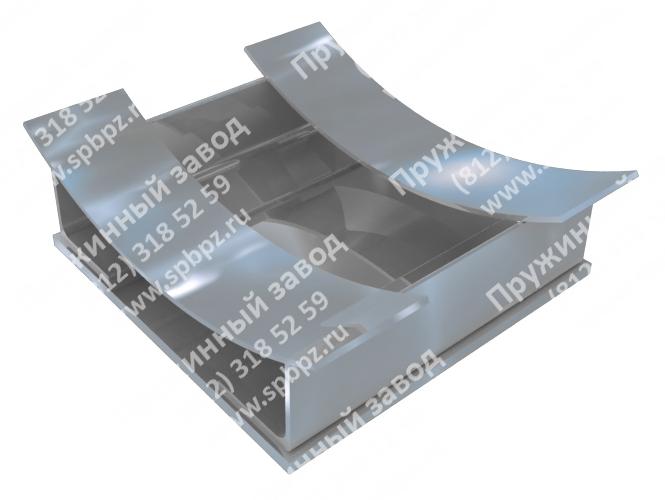 | А, Б (с подушкой) | 1020-1420 | Для неизолированных трубопроводов | П, Н | ХБ – хомутовые бескорпусные |  | А | 25-530 | Для неизолированных трубопроводов | П |  | Б | 25-530 | Н |  | В | 25-159 | П |  | Г | 25-159 | Н | ТО – трубчатые крутоизогнутых отводов |  | А1, А2 | 57-630 | Для изолированных и неизолированных трубопроводов | П, Н | ВП – вертикальных трубопроводов приварные |  | А1, А2, АС1, АС2 | 57-1420 | Для изолированных и неизолированных трубопроводов | П |  | Б1, Б2, БС1, БС2 | КН – катковые направляющие | | А11, АС11 | 57-630 | Для изолированных и неизолированных трубопроводов | П | | А12, АС12 | 57-1420 | | А13, АС13 | | Б12, БС12 | | Б13, БС13 | | Х11, ХС11 | | Х12, ХС12 |  | Х13, ХС13 |
Примечания:
1. Буквами в шифре исполнения опоры разделены по конструктивным признакам (буква С обозначает сварной вариант). Первая цифра в шифре исполнения определяет высоту опоры от ее основания до нижней образующей трубы, вторая цифра – длину основания опоры. Для опор типов ШП и ВП цифра в обозначениях обозначает их длину.
2. Буква «П» в графе «Применяемость» обозначает использование конструкции в качестве подвижной опоры, буква «Н» - в качестве неподвижной.
1.Опоры типов ТП, ТХ, КП, КХ в зависимости от величины тепловых перемещений трубопровода изготавливаются в трех исполнениях по длине:
170 мм с перемещением до 90 мм;
340 мм с перемещением до 250 мм;
680 мм с перемещением до 600 мм.
Применение хомутовых опор рекомендуется при наличии угловых деформаций трубопровода. - Использование в опорах подушек или накладок определяется проектной организацией с учетом размеров трубопроводов и внешних нагрузок.
2. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Опоры предназначены для крепления труб из углеродистой и низколегированной стали при строительстве технологических трубопроводов наружным диаметром 18 - 1420 мм, транспортирующих вещества температурой от 0 - до 450 °С и условным давлением Ру до 10 МПа при температуре окружающей среды до минус 70 °С.
Конструкция, размеры, масса и допускаемые расчетные нагрузки опор должны соответствовать указанным в ОСТ 36-146-88
Величины осевых и боковых допускаемых расчетных нагрузок заданы при условии отсутствия внешних изгибающих моментов.
Пределы применения опор по допускаемым нагрузкам для трубопроводов, прокладываемых в сейсмических районах, устанавливает проектная организация.
Все опоры условно обозначаются по следующей схеме: Наименование | Dн трубопровода, мм | | Тип опоры | | Исполнение | | Материал | | Номер стандарта | Опора | 89 | – | ТХ | – | АС12 | – | 09Г2С | – | ОСТ 36-146-88 |
Пример условного обозначения опоры типа ТП исполнения АII из стали ВСтЗпс для трубопровода Дн = 76 мм:
ОПОРА 76-ТП-А11-ВСтЗпС-ОСТ 36-146-88
Пример условного обозначения опоры типа ТХ исп. ACI2 из стали 09Г2С для трубопроводов Дн = 89 мм:
ОПОРА 89-ТХ-АС12-09Г2С - ОСТ 36-146-88;
то же с креплением полухомутов под углом:
ОПОРА 89-ТХ-АС12У-09Г2С - ОСТ 36-146-88
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Опоры должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Вид климатического исполнения по ГОСТ 15150-69 устанавливается в рабочих чертежах и заказе изделий.
Качество и свойства материала и полуфабрикатов для изготовления опор должны быть подтверждены сертификатами заводов - изготовителей этих материалов и полуфабрикатов.
При отсутствии сертификатов применение материалов и полуфабрикатов допускается после проведения испытаний, подтверждающих их соответствие требованиям нормативно-технической документации на материалы и полуфабрикаты.
Детали опор должны изготовляться из листового, полосового и круглого проката по ГОСТ 16523-70, ГОСТ 14637-79, ГОСТ 19903-74, ГОСТ 1577-81, ГОСТ 17066-80, ГОСТ 19282-73, ГОСТ 19281-73, ГОСТ 5520-79, ГОСТ 103-76, ГОСТ 2590-71, труб - по ГОСТ 8731-87 (группа В), ГОСТ 8732-78, ГОСТ 550-75, ГОСТ 10704-76, ГОСТ 10705-80 (группа В), швеллеров - по ГОСТ 8240-72, уголков - по ГОСТ 8510-86.
Марка стали для деталей опор должна соответствовать таблицам:
Материал опор Марка стали | ГОСТ | Допустимая минимальная расчетная температура, °С | Вст3кп (с толщиной до 4 мм) | 380-71 | -30° | Вст3пс, Вст3сп | -40° | 20 | 1050-74 | 10Г2 | 4543-71 | -60° | 09Г2С | 19282-73 | -70° |
Материал крепежных деталей: Марка стали | ГОСТ | Допустимая минимальная расчетная температура, °С | 20 | 1050-74 | -40° | 35 | 35Х, 40Х | 4543-71 | -50° | 09Г2С, 20ХНЗА | -70° |
*Кроме опор для трубопроводов 1-3 категорий пo CH 527-80. **Минимальная расчетная температура равна средней температуре воздуха наиболее холодной пятидневки согласно СНиП 2.01.01-82. Допускается изготовлять опоры из листового проката или труб по другим стандартам или техническим условиям, если установленные в них требования не ниже, чем в перечисленных нормативных документах.
Для изготовления подушек, накладок и упоров следует применять ту же марку стали, из которой изготовлен трубопровод.
Для сварки опор следует применять сварочные материалы в соответствии со СНиП II-23-81.
Сварные швы должны выполняться высокопроизводительным механизированным способом сварки без применения подкладок, подушек и подварочного шва. Допускается применение ручной дуговой сварки. При этом детали следует варить усиленным швом с катетом, равным 1,2 К.
Типы и размеры сварных швов следует принимать по ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76, ГОСТ 5264-80 и ГОСТ 11534-75.
Качество сварных швов должно соответствовать СНиП III-I8-75.
Замена штампованных или гнутых корпусов на сварные допускается при изготовлении опор мелкими партиями или по согласованию о потребителем.
Резьба на деталях должна соответствовать ГОСТ 24705-81. Допуски на резьбу по грубому классу: для болтов 8δ , гаек - 7Н по ГОСТ 16093-81. Выход резьбы, сбег, недорезы, проточки и фаски - по ГОСТ 10549-80.
Крепежные детали должны соответствовать: болты ГОСТ 7798-70, гайки - ГОСТ 13466-77. Класс прочности болтов не ниже 4.6, гаек - 4 по ГОСТ 1759-70.
Предельные отклонения размеров по ГОСТ 25346-82: Н 14, h 14,  . .
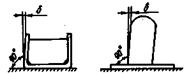
Отклонение от перпендикулярности δ стенок опор относительно основания (или опорной плиты) должно быть не более I мм на 100 мм высоты - черт. 17.
Отклонение от перпендикулярности δ плоскости А относительно плоскости Б в корпусах опор типов КП, КХ должно быть не более I мм на 100 мм длины ребра - черт. 18. Черт. 17 Черт. 18
На деталях опор прямоугольной формы, изготовленных из листа или полосовой стали, отклонение от перпендикулярности короткой стороны относительно длинной должно быть не более 1,5 мм.
Для деталей опор, изготовленных штамповкой или вырубкой, допускаются следующие отклонения геометрической формы и размеров:
утяжка по контуру I не более 0,3 S - черт. 19;
угол скоса продольных кромок α не более 3° независимо от S - черт. 20;
угол скоса кромок ее по периметру отверстий не более 3° - черт. 21; 
Черт. 19 | 
Черт. 20
| 
Черт. 21
|
отклонение от плоскостности поверхностей не более I мм на 100 мм длины.
Исполнения опор типов КП, КХ, ВП, КН с подушками или накладками изготовляются по согласованию между изготовителем и потребителем.
Опоры типов КП и КХ с вырезом для спутника изготовляются по требованию потребителя.
Отверстия в опорной плите опор типов ТО и ТР исполнений AI, A2 следует выполнять по требованию потребителя.
Допускается изготовление подушек, накладок и упоров из обрезков труб.
Острые кромки деталей опор должны быть притуплены.
Поверхность деталей опор должна быть без трещин, задиров, раковин, пузырей и накатов. Сварные швы должны быть зачищены от грязи, окалины, шлака и брызг раскаленного металла.
Защита опор от коррозии должна выполняться в соответствии со СНиП 2.03.11-85, ГОСТ 9.401-79 и указываться в рабочих чертежах и заказе деталей.
Резьбовые части деталей опор, а также места маркировки должны защищаться от коррозии смазкой ПВК по ГОСТ 19537-83 или другой смазкой равноценного качества. 4. Комплектность Опоры должны поставляться комплектно согласно рабочим чертежам, разработанным в установленном порядке.
Сборочные единицы и детали опор, входящие в состав комплекта поставки, должны соответствовать табл.
Упоры поставляются в комплекте по согласованию потребителя с изготовителем. Тип опоры | Исполнение | Количество сборочных единиц и деталей в комлекте, шт. | Корпус* | Подушка (накладка) | Полухомут, хомут для типа ХБ | Болт | Гайка | Блок катковый** | ТП, ТР, ТО, ШП | все | 1 | – | – | – | – | – | ТХ | АС00, АС10 | 1 | – | 2 | 2 | 2 | – | А11, А21, АС11, АС21 | 1 | – | 2 | 2 | 2 | – | А12, А22, АС12, АС22, Б12, Б22, БС12, БС22 | 1 | – | 4 | 4 | 4 | – | КП | А11, А21, А12, А22, А13, А23, АС11, АС21, АС12, АС22, АС13, АС23 | 1 | – | – | – | – | – | Б12, Б22, Б13, Б23, БС12, БС22, БС13, БС23 | 1 | 2 | – | – | – | – | КХ | А11, А21, АС11, АС21 (Dн=57-89 мм) | 1 | – | 2 | 2 | 2 | – | все остальные исполнения | 1 | – | 4 | 4 | 4 | – | УП | А | 1 | – | – | – | – | – | Б | 1 | 2 | – | – | – | – | ХБ | А, Б | – | – | 1 | – | 4 | – | В, Г | – | – | 1 | – | 2 | – | ВП | А11, А21, АС11, АС21 | 2 | – | – | | – | – | Б11,БА21,БАС11, БС21 | 2 | 2 | – | | – | – | КН | А11, А12, А13, АС11, АС12, АС13 | 1 | – | – | – | – | 1 | Б12, Б13, БС12, БС13 | 1 | 2 | – | – | – | 1 | Х11, Х12, Х13, ХС11, ХС12, ХС13 | 1 | – | 4 | 4 | 4 | 1 |
*Для опор типов КП, КХ, КН - корпус в сборе с ребрами (ребром); для опор типов ТО и ТР исполнений AI и А2 - корпус в сборе с опорной плитой; для опор типов ТП и ТХ исполнений Б12, Б22, БС12, БС22 - тавр в сборе с ребрами;
**В состав блока каткового для опор типа КН входят два катка с угольником (каток для исполнений AII, АСII, XII, XCII), две опорные плиты.
5. Правила приемки
Опоры должны быть приняты техническим контролем предприятия-изготовителя.
Детали предъявляются к приемке партиями.
Партия должна состоять из деталей одного типоразмера. Размер партии определяется заказом потребителя, но не более 200 шт.
Для контроля качества на соответствие требованиям п.п. 3. отбирают 3 % опор от партии, но не менее 5 шт.
При получении неудовлетворительных результатов контроля, хотя бы на одном образце по какому-либо из показателей качества, по этому показателю проводят повторный контроль на удвоенном числе образцов, отобранных от той же партии. Если при повторной проверке обнаружится хотя бы одно изделие, не удовлетворяющее требованиям настоящего стандарта, то вою партию подвергают поштучной приемке.
6. Методы контроля
Внешний вид опор (пп. 3.) проверяют визуально без применения увеличительных приборов.
Геометрические размеры (пп. 3.) проверяют шаблонами, угольниками, калибрами и другими контрольно-измерительными инструментами. При этом значения допускаемых погрешностей измерений следует принимать по ГОСТ 8.051-81.
Контроль сварных соединений опор осуществляют внешним осмотром и измерениями по СНиП III-18-75 и ГОСТ 3242-79.
Качество антикоррозионного покрытия (п.п 3.) проверяют по СНиП 3.04.03-85 и ГОСТ 9.401-79.
7. Маркировка, упаковка, транспортирование и хранение
На наружную поверхность каждой опоры должна наноситься следующая маркировка: условное обозначение опоры без ее наименования и товарный знак изготовителя. Маркировку следует наносить любым способом, обеспечивающим ее сохранность при транспортировании и хранении.
К каждой партии опор должен быть приложен сертификат, заполненный ОТК предприятия-изготовителя, форма которого указана в рекомендуемом приложении.
Остальные требования к маркировке, упаковке, транспортированию и хранению должны соответствовать ГОСТ 22130-86.
8. Указания по монтажу
Монтаж опор должен выполняться в соответствии с чертежами настоящего стандарта.
Для трубопроводов из углеродистой стали Дн до 89 мм и толщиной стенки менее 3 мм допускается применение газовой сварки.
Отклонения опор от проектного положения должны быть не более указанных в СНиП 3.05.05-84. Уклон опор в поперечном к оси трубопровода направлении - не более 0,005.
Опоры типов ТП и ТХ должны располагаться симметрично относительно вертикальной оси трубопровода.
Упоры следует располагать симметрично относительно оси трубопровода.
9. Гарантии изготовителя
Гарантии изготовителя - по ГОСТ 22130-86. |